
Hidrojen gevşekliği büyük ölçüde öngörülemez ve önlemek için çabalar, parça özelliklerini ve sonraki üretim süreçlerini belirlemek için tasarım aşamasında başlamalıdır.
Üretim süreci sırasında hidrojen oluşumundan kaçınmak ve bağlantı elemanları tarafından hidrojenin emilimi, üretim sürecindeki hidrojen gevşeklik arızalarının riskini ortadan kaldırır. Çevre korozyonundan kaynaklanan hidrojen gevşekliği, hidrojen üretmeyen yüzey işleme yöntemlerini düzgün bir şekilde seçerek önlenebilir.
Olası çözümler içerir
· Mekanik galvanizleme
· Çinko-alüminyum kaplama
Hidrojen gevşekliği sadece yüksek mukavemetli bağlantı elemanları üzerinde gerçekleşir. Uygulama koşulları izin verirse, 320HV daha düşük bağlantı elemanları seçmeye çalışın.
Koşullar izin verirse, dekapajdan kaçınmaya çalışın ve kaçınmak imkansızsa, dekapaj ıslatma süresi en aza indirilmelidir. Dekapaj çözümü her zaman inhibitör içerikleri içermelidir. Yüksek mukavemetli bağlantı elemanlarının kullanılması gereken durumlarda ve üretim işlemi sırasında hidrojen tamamen çıkarılamaz ve hidrojen, asitleme ve elektrokaplama gibi bağlantı elemanına emilir. Sonraki dehidrojenasyon pişirme işlemi kritik hale gelir.
Yüksek mukavemetli elektroliz bağlantı elemanları için, hidrojen gevşeklik riskini azaltmak için, pişirme elektrokaplamadan hemen sonra yapılabilir. Rehberlik için ISO4042 (bağlantı elemanları için kaplama kaplama) bakın. Pişirme amacı mümkün olduğunca çok hidrojen çıkarmaktır ve kalan hidrojeni yüzeyden uzaklaştırmaktır. Stres konsantrasyon etkisi nedeniyle, bağlantı elemanının yüzeyi genellikle çok stresli.
Yüksek mukavemetli bağlantı elemanlarını elektrokaplama yaparken, elektrokaplamadan sonra 4 saat içinde pişirilmeleri gerekir. Temel olarak, daha önce pişirme elektrokaplamadan sonra tamamlanır, tedavinin etkisi daha iyidir. Tipik çalışma, tutturucuyu 2 saat ila 24 saat arasında 200 ila 230 santigrat derece sıcaklıkta tutmaktır. Yine, geniş anlamda, daha uzun daha iyi. Pişirme işlemi kaplamadan sonra 4 saatten fazla ertelenirse, bağlantı elemanı onarılmaz hasar görmüş olabilir (mikro çatlaklar) (Hidrojenin yüksek stres alanına taşınmasına neden olan bağlantı elemanında yerel artık stres olabilir).
Artık stres olan bağlantı elemanları için, pişirme süresi özellikle önemlidir, çünkü bağlantı elemanlarında kalan stres, bağlantı elemanı yüzeyinin yakınında hidrojenin yüzey kusur alanları, inklüzyonlar, faylar dahil olmak üzere stres alanlarına ayrılmasına neden olacaktır. Ve potansiyel embrittlement alanları.
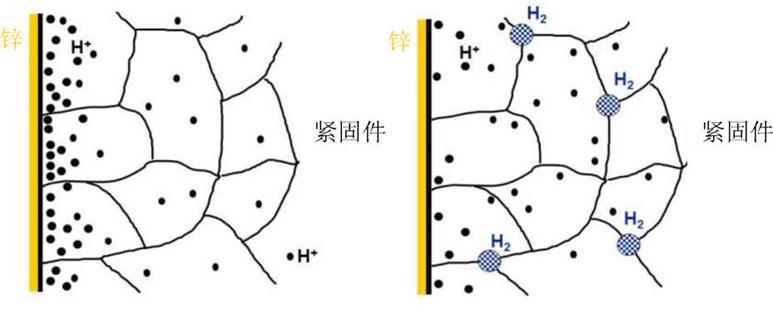
Şekil 4: önce dağıtım (sol) ve sonra (sağ) hidrojen kaldırma
Bağlantı elemanları için test yöntemi ISO15330, "hidrojen gevşeklik-paralel yatak yüzey yöntemini tespit etmek için ön yükleme testi" ile tanımlanır.
Cıvata tipi bağlantı elemanları hidrojen embrittlement muayene yöntemi
Ön yükleme testleri uygun test fikstürlerinde yapılmalıdır. Figürlerde gösterildiği gibi 2 ve 3. Bağlantı elemanı tarafından karşılanan stres, verim noktası içinde veya arıza torku aralığında olmalıdır. Tork, ilgili bağlantı elemanının gerekli stresinin verim noktasında olmasını sağlamak için somunları (veya cıvataları) eşleştirerek veya dişli bir çelik levhayı çevirerek uygulanabilir; kırma tork aralığındaki diğer yükleme yöntemleri ve fikstürlere de izin verilir. Stres veya tork en az 48 saat boyunca muhafaza edilmelidir. Her 24 saatte bir, bağlantı elemanı, hidrojen gevşekliği nedeniyle tutturucunun hasar görüp görmediğini kontrol ederken, ilk stres veya torka yeniden sıkılmalıdır.
Kendinden kılavuzlu ve kendinden ekstrüzyon bağlantı elemanlarının hidrojen embrittlement muayene yöntemi
Ön yükleme test yöntemi bölüm 2.1 ile aynıdır ve ilgili test fikstürü bir çelik levhadır. Çelik levhayı korumak için 300HV sertlik derecesine sahip bir yıkayıcı vida kafasının altında kullanılabilir. Çelik plakanın minimum kalınlığı ld, diğer tüm gereksinimler cıvata, vida ve çıtçıtlarla aynıdır.
Contalar
Bağlantı elemanlarının hidrojen embrittlement muayene yöntemi çeşitli yaylı ronwasher örnekleri, aynı nominal iplik ve yaylı ronwith çapa sahip cıvatalara monte edilir. Bahar pullarını birbirinden ayırmak için düz pullar kullanın. Düz washer cının sertliği, yaylı ronwasher örneğinin sertliğinden ve minimum sertliğinden daha büyük olmalıdır.40HRC. Konik elastik yıkayıcı çiftler halinde test edilmelidir ve yay (cinsel) yıkayıcı örneği tamamen düzleşene kadar montaj sıkılmalıdır.
Aynı gruptaki tüm örnekler, çatlaklar veya görünür çatlaklar olmadan testi geçerse, parti malzemesi kalifiye olur. Bununla birlikte, hidrojen gevşeklik testinin geçmesinin sadece potansiyel riski azalttığını belirtmek önemlidir.
Kaplama işleminin neden olduğu hidrojen gevşeklik hasar problemlerini önlemek için, bağlantı elemanı üreticileri düşük hidrojen temizleme ve düşük hidrojen kaplama kullanımı da dahil olmak üzere hidrojen gevşeklik problemlerini önlemek için yollar arıyorlar. Hidrojen ile temas şansını azaltmayı amaçlamaktadır. Tasarımda, hidrojen gevşeklik duyarlılığı üzerindeki malzeme gücünün etkisi tamamen dikkate alınmalı ve mukavemet seviyesi mümkün olduğunca azaltılmalıdır. İşlem sürecinde, parçaların yüzeyinde mekanik hasar mümkün olduğunca önlenmelidir; Düşük hidrojen gevşeklik elektrokaplama işlemi kabul edilmelidir, ve hidrojen olmayan gevşeklik çinko-alüminyum kaplama ve diğer korozyon önleyici yüzey işleme yöntemleri gerekirse kullanılmalıdır. Elektrokaplamadan sonra, hidrojeni kesinlikle kaldırmak için makul bir hidrojen tahrik işlemi kabul edilmelidir. Şu anda, hidrojen gevşeklik sorunu tamamen ortadan kaldırılamasa da, yeni malzemelerin geliştirilmesiyle, düşük maliyetli yüzey işleme alternatifleri sorunu tamamen çözmek için bir atılım olabilir.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





